加速電圧と厚み方向への電子線の影響について
投稿日:2021年09月24日最終更新日:2021年11月11日
材料の厚み方向への電子線の影響についての考え方と加速電圧選定方法について説明します。
電子線照射における2つの重要パラメーター
①加速電圧
加速電圧が高いほど電子のスピードは速くなり、厚いサンプルも透過(処理)することができるようになります。(図1)
②吸収線量
対象物に与えるエネルギーの量(電子の数)に相当し、必要な処理の程度によって調節するパラメーターです。(図2)
今回は、厚み方向への電子線の影響ということで加速電圧について詳しく紹介します。

厚み方向への電子の影響力=透過能力!
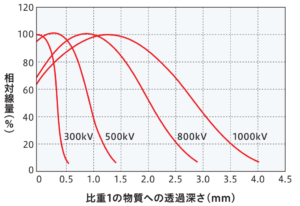
材料の厚み方向への電子の影響力は透過能力と呼ばれます。ある加速電圧における透過能力は図3のような透過能力曲線(Depth-Dose Curve)で表されます。
縦軸は相対線量であり、物質が吸収したエネルギー量を相対値で表します。横軸は比重1の物質への透過深さです。
例えば、比重1の材料に加速電圧300kVで照射する場合を考えると、サンプル表面(横軸0mm)では、ほぼ100%の線量となりますが、材料内部へ進入するごとに線量は下がっていき、表面から0.5mmの位置では10%以下となります。
比重ρの物質については、透過能力は1/ρとなります。比重が大きいほど電子は透過しにくく、逆に比重が小さければ電子は透過しやすくなるので、比重2の場合は横軸の数値は2分の1、比重0.5の場合は2倍がその材料への透過能力となります。
加速電圧が大きくなると、表面より少し深い位置で相対線量のピークを迎える山なりのグラフを描きます。これは、材料に入射した電子のスピードが速すぎるために、材料に十分なエネルギーを与える前に通り過ぎてしまうことによって起こります。
加速電圧の決め方は?
当社では、相対線量60%(キュアリングの場合は80%)となる厚さをその加速電圧での処理可能厚さとしてお勧めすることが多いです。
例えば、比重1で厚さ1mmの材料を架橋したい場合は、図3の中で考えると加速電圧800kV以上を選択するとよいでしょう。ここでのポイントは、1mm厚の中でも表面(横軸0mm)と裏面(横軸1mm)では、約40%の線量差が生じることです。表面と裏面で結果が異なる場合は、この線量差が原因の場合があります。
材料中の線量差を小さくする方法の1つに両面照射があります。両面照射については別の記事にてご紹介します。
まとめ
厚み方向への電子線の影響は、加速電圧で決まり、加速電圧が大きくなれば、厚いサンプルが処理可能となります。ただし、厚み方向の線量の分布は透過能力曲線を参考にして十分に注意することが大切です。
電子線架橋目的の場合、当社では相対線量60%となる厚みをその加速電圧での処理可能厚みとしてお勧めすることが多いです。
電子線照射装置によって最大加速電圧が変わりますので、照射試験をご検討の際は、材料の厚み、比重をご連絡ください。最適な照射装置、加速電圧をご提案いたします。
(越智記)
[本件に関するお問い合わせ]
株式会社NHVコーポレーション EB加工部
TEL:075-864-8815
こちらのフォームよりお問い合わせください。