EB硬化の基礎 その2 ~硬化条件について~
投稿日:2022年08月04日最終更新日:2022年08月04日
EB硬化技術は、様々な産業分野に利用されています。最近では、省エネルギー化でCO2排出量削減に大きく貢献することにより、SDGs達成に向けた取り組みの観点からも注目されています。
今回は基礎編その2として、ハードコート樹脂を用いて、線量、線量率、照射時のサンプル周囲温度(照射温度)と雰囲気ガス(照射雰囲気)を変化させたときのEB硬化について紹介します。
EB硬化試験の条件について
EB硬化樹脂の硬化反応は、照射条件(線量、線量率、照射温度、照射雰囲気など)により異なることが知られています。製品開発を行うにあたっては、照射条件の検討は重要です。また他の硬化方法との相違についても把握しておく必要があります。
そこで、今回はハードコート樹脂を用い、照射条件を変化させてEB硬化試験を行った結果について紹介します。
主な条件や評価方法を、表1に示します。また試料は、数種のアクリル系試薬を用いてハードコート樹脂配合を模擬しました。その配合を表2に示します。
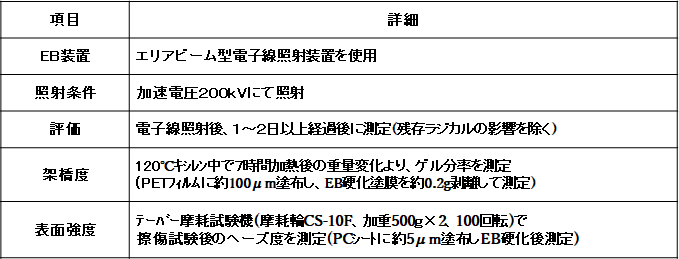
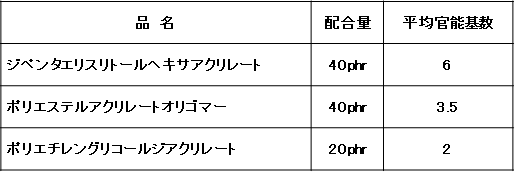 表2 樹脂配合の詳細
表2 樹脂配合の詳細線量、線量率の影響
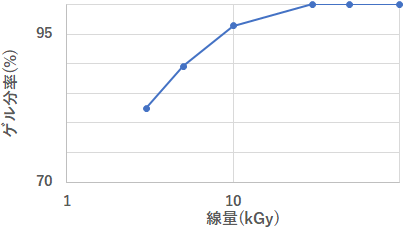
図1に今回の試料についての線量とゲル分率の関係を示します。照射量が3kGyでゲル分率がおよそ80%となり、10kGyでゲル分率が95%以上でした。このように、今回の試料は低線量で硬化していますが、アセトン溶剤を用いたラビングテストでは、30kGy以下の配合では塗膜が膨潤する現象が見られ、完全に硬化していないことが分りました。したがって、適正な硬化に要する線量は30kGy程度となります。
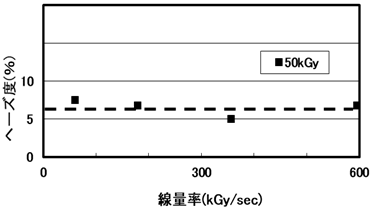
EB照射による硬化反応では、線量率によってラジカル濃度が増減します。EB硬化の主な反応となるラジカル重合の速度は、理論的にはラジカル濃度の1/2乗に比例するので、EB硬化の反応速度は、線量率に依存することになります。したがって、線量が同じであっても線量率によって、照射効果が異なってくる可能性があります。今回の試料についてその影響を検討しましたが、図2に示すテーバー摩耗試験後のヘーズ度の測定結果からは、今回行った線量率範囲内(20~600kGy/sec)では、線量率による影響はほとんど見られませんでした。
照射温度の影響
EB硬化はUV硬化と比べて、比較的低温で硬化する特長があります。しかし線量に応じた熱や、重合反応熱は発生するので、温度の影響は無視できません。また照射温度を高めると反応が促進される可能性も考えられます。そこで照射温度の影響を検討しました。
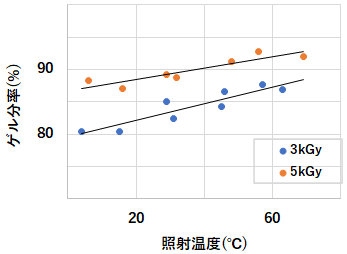
図3に照射温度を変えたときのゲル分率の変化を示します。照射温度が高いほどゲル分率の値も高くなっており硬化反応は、温度により影響されることが分かりました。尚、温度上昇により硬化した膜が収縮する等の現象や基材への影響も配慮する必要があることから、実際には極端に高温での照射は好ましくないと思われます。
照射雰囲気の影響
今回用いた試料を含めてほとんどのEB硬化樹脂の重合反応では、ラジカル重合が支配的であるため、酸素が存在すると連鎖反応の活性種であるラジカルと反応して重合連鎖の成長が停止します。したがって、EB硬化反応は、不活性ガス中で行われており、一般的には窒素ガスが用いられます。
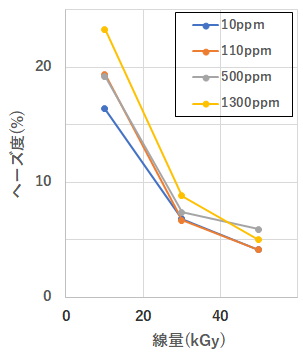
図4に窒素中に残存する酸素濃度を10ppm~1300ppmまで変化させた時の、表面強度の評価結果を示します。低線量側では残存酸素濃度の影響が大きくみられますが、最適線量となる30kGy付近では残存酸素濃度の影響が小さくなっており、今回の試料では酸素濃度が1000ppm程度でも硬化すると思われます。
まとめ
今回は、アクリル系試薬を用いて照射条件を変化させたときの硬化物性を紹介しました。今回の試料では、照射雰囲気の影響において、残存酸素濃度が1000ppmでも硬化する結果でした。しかし、一般にはEB硬化樹脂は残存酸素濃度が500ppm以下を推奨されています。したがって、樹脂毎に今回のような試験を実施してその特性を調査する必要があると思います。
次回は応用編として、最近の技術動向や製品化の状況などを紹介します。
(中井記)
[本件に関するお問い合わせ]
株式会社NHVコーポレーション EB加工部
TEL:075-864-8815
こちらのフォームよりお問い合わせください。